ųxČ¼║═Ż©║■─ŽŲ¹▄ć╣ż│╠┬ÜśIīWį║ ÖCļŖ╣ż│╠ŽĄŻ®
š¬ ꬯║į┌╩╣ė├┐ņū▀ĮzŠĆŪąĖŅÖCī”═╣─Ż▀MąąČÓ┤╬ŪąĖŅĢrĄ─Ęų╬÷蹊┐ųą░l¼FŻ¼▓╔ė├ČÓ┤╬ŪąĖŅ╣ż╦ć─▄╠ßĖ▀═╣─ŻĄ─╝ė╣żŠ½Č╚║═▒Ē├µ┘|┴┐Ż¼Ą½ėąę╗Č©Ą─Ū░╠ߌl╝■Ż¼ąĶī”┐ņū▀ĮzŠĆŪąĖŅÖC▀Mąą▀m«öĖ─įņŻ¼ßśī”Š▀¾w╣ż╝■╝ė╣żŻ¼╠ß│÷┴╦ČÓ┤╬ŪąĖŅĢrĄ─└ĒŽļ╣ż╦ćģóöĄĪŻ
ĻPµIį~Ż║┐ņū▀ĮzŠĆŪąĖŅÖCŻ╗ČÓ┤╬ŪąĖŅ╝╝ągŻ╗╣ż╦ćģóöĄ
ųąłDĘųŅÉ╠¢Ż║TG671 ╬─½Iś╦ųŠ┤aŻ║B
The application of multiple cutting technology in the fast wire cutting machine
Xie Dong he (Hunan automotive engineering Career Academy)
AbstractŻ║In the use of the fast wire cutting machine for multiple cutting of the convex mold, the analysis of the use of multiple cutting process can improve the machining accuracy and surface quality, but there is a certain premise, the need to carry out the appropriate transformation of the fast wire cutting machine, for specific parts processing, put forward many times of the ideal process parametersĪŻ
Key wordŻ║Fast wire cutting machine; multiple cutting technology; process parameters
ę╗ĪóŪ░čį
ļSų°─ŻŠ▀╣żśIĄ─┐ņ╦┘░lš╣Ż¼╚╦éāī”┐ņū▀ĮzŠĆŪąĖŅÖCĄ─╝ė╣żę¬Ū¾ę▓įĮüĒįĮĖ▀Ż¼ę¬Ū¾ŠĆŪąĖŅÖCį┌─▄ē“┐ņ╦┘ŪąĖŅĄ─═¼ĢrŻ¼ŪąĖŅ╝■ę¬ėą▌^Ė▀Ą─▒Ē├µ┘|┴┐║═│▀┤ńŠ½Č╚Ż¼┬²ū▀ĮzŠĆŪąĖŅ╝ė╣żĢr×ķ▒ŻūC«aŲĘ┘|┴┐Ż¼ę▓▓╔ė├┴╦ČÓ┤╬ŪąĖŅ╝╝ągŻ¼Ą┌ę╗┤╬▓╔ė├▌^┤¾Ą─├}ø_ļŖ┴„ī”╣ż╝■▀Mąą┤ųŪąĖŅŻ¼Ą┌Č■┤╬ė├▌^ąĪĄ─├}ø_ļŖ┴„ī”╣ż╝■▀MąąŠ½╝ė╣żŻ¼Ą┌╚²┤╬ät╩╣ė├Š½ęÄ£╩ī”╣ż╝■▀MąąÆü╣Ō╝ė╣żĪŻĄ½┬²ū▀ĮzŠĆŪąĖŅÖCārĖ±┘FŻ¼Ūę▀\ąą│╔▒Šę▓Ė▀Ż¼Č°┐ņū▀ĮzŠĆŪąĖŅÖCĄ─ārĖ±ŽÓī”▒Ńę╦Ż¼▀\ąą┘Mė├ę▓Ą═Ż¼ę“┤╦Ż¼┐ņū▀ĮzŠĆŪąĖŅÖCį┌─ŻŠ▀╝░Š½├▄ųŲįņśIųąĄ├ĄĮ┴╦ÅVĘ║Ą─æ¬ė├ĪŻ▒Š╬─ęį┐ņū▀ĮzŠĆŪąĖŅÖC╝ė╣ż═╣─Ż×ķ└²ĻU╩÷ČÓ┤╬ŪąĖŅ╝╝ągį┌┐ņū▀ĮzŠĆŪąĖŅÖC╔Ž╩Ū╚ń║╬üĒ▒ŻūCŲõ╝ė╣żŠ½Č╚║═┘|┴┐Ą─ĪŻ
Č■ĪóČÓ┤╬ŪąĖŅ╝╝ągīŹ╩®Ą─╗∙▒ŠŚl╝■
ė╔ė┌DK7732ą═┐ņū▀ĮzŠĆŪąĖŅÖC╩ŪŲš═©ÖC┤▓Ż¼į┌╩╣ė├ČÓ┤╬ŪąĖŅ╝╝ągĢrŻ¼▒žĒÜī”Ųõ▀Mąą▀m«öĖ─įņ▓┼─▄╩╣╝ė╣ż║¾Ą─═╣─Ż┘|┴┐▀_ĄĮę¬Ū¾Ż¼ŲõĖ─įņ▀^│╠╚ńŽ┬Ż║
1Ż®Ųš═©ÖC┤▓╩╣ė├Ą─ĮzĖ▄Š½Č╚▌^Ą═Ż¼į┌ōQŽ“▀MĮoĢr┤µį┌ę╗Č©Ą─š`▓ŅŻ¼╩╣«aŲĘ╝ė╣ż║¾Ą─Š½Č╚ļyęįØMūŃę¬Ū¾Ż¼ę“┤╦Ż¼▒žĒÜōQ│╔ĦŅAŠo┴”Ą─ØLųķĮzĖ▄Ė▒ĪŻ┤╦ĘNØLųķĮzĖ▄Ė▒╦∙ąĶĄ─é„äė┴”ŠžąĪŻ¼é„▀\ŲĮĘĆŪę¤o┼└ąą¼FŽ¾ĪŻė╔ė┌Ħėąę╗Č©Ą─ŅAŠo┴”Ż¼Ž¹│²┴╦ĮzĖ▄Ė▒▀\äėĢrĄ─Ę┤Ž“ķgŽČŻ¼▒ŻūC┴╦┐žųŲŽĄĮy║═╣żū„┼_Ą─═¼▓ĮąįĪŻ
2Ż®▓╔ė├╠š┤╔Ī░č█─ŻĪ▒ī¦ĮzūņĪŻDK7732ą═┐ņū▀ĮzŠĆŪąĖŅÖC▓╔ė├Ųš═©ī¦ĮzūņŻ¼Ųõā╚┐ūų▒ÅĮ×ķ13mmŻ©╚ńłD2╦∙╩ŠŻ®Ż¼Č°ŃfĮzų▒ÅĮāHėą0.18mmŻ¼ŃfĮz╗ŅäėĘČć·┤¾Ż¼▀\ąąĢrĄ─ČČäėę▓┤¾Ż¼╚ń╣¹Ė─ė├┐ūÅĮ×ķ0.195mmĄ─Ī░č█─ŻĪ▒ī¦ĮzūņŻ©╚ńłD2╦∙╩ŠŻ®Ż¼┐╔īó▀\ąąųąŃfĮzĄ─ČČäė╝┤ą╬╬╗ūā╗»┐žųŲį┌śOąĪĘČć·ā╚Ż¼▀Ć┐╔Ž¹│²ČÓ┤╬ŪąĖŅųąĄ─Č©╬╗š`▓ŅŻ¼╠ßĖ▀Č©╬╗Š½Č╚ĪŻ▀@ĘNī¦Įzūņį┌░▓čbĢrę¬ūóęŌ▒ŻūC╔ŽŽ┬ā╔éĆī¦ĮzūņĄ─═¼▌SČ╚Ż¼▓óė├ąŻĮzŲ„▀Mąąć└Ė±ąŻš²ĪŻ

3Ż®▀MļŖĘĮ╩ĮĄ─Ė─▀MĪŻDK7732ą═┐ņū▀ĮzŠĆŪąĖŅÖC▓╔ė├ŃfĮzį┌ī¦ļŖēK▒Ē├µ¤o╩°╗¼ąąĄ─ĘĮ╩Į▀MļŖŻ©╚ńłD3╦∙╩ŠŻ®Ż¼«öŃfĮzį┌Ė▀╦┘▀\ąąųą░l╔·ČČäėĢrĢ■╩╣ŃfĮz┼cī¦ļŖēKų«ķgĮėė|▓╗ĘĆČ©Ż¼įņ│╔▀MļŖ▓╗ĘĆŻ╗ŃfĮz┼cī¦ļŖēK╠Ä«a╔·Č■┤╬╗╗©Ę┼ļŖŻ¼ĮĄĄ═╩®╝ėį┌ŃfĮz┼c╣ż╝■ķgĄ─├}ø_─▄┴┐Ż¼Å─Č°£pŠÅŪąĖŅ╦┘Č╚Ż╗╗╗©Ę┼ļŖĢ■į┌ī¦ļŖēK▒Ē├µŪąĖŅ│÷╝Ü▓█Ż¼┤╦╝Ü▓█Ģ■┐©ą┼ŃfĮzŻ¼į÷╝ėŃfĮzĄ─▀\ąąūĶ┴”Ż¼įņ│╔ŃfĮz▒╗└ŁöÓ╝░╣ż╝■ł¾ÅUĪŻ╚ń╣¹īóžōśOŪ░ęŲų┴┼cī¦▌åū∙ŽÓ▀BŻ¼Ė─ī¦ļŖēK▀MļŖ×ķī¦▌åū∙▀MļŖŻ¼ī¦ļŖēKų╗Ųų¦│ąū„ė├Ż¼Ė─▀M║¾Ą─ī¦▌åū∙╚ńłD4╦∙╩ŠĪŻłDųąØLųķ10═©▀^ÅŚ╗╔Ą─ū„ė├┼cī¦▌å▌SŠoĮėė|Ż¼▀@śė├}ø_ļŖ┴„Å─ĮėŠĆų∙1ĪóŃ~╩°Įz13ĪóØLųķ10īóļŖ┴„é„▀fĮoī¦▌åŻ¼ŃfĮzį┌ī¦▌å╔Ž▀MļŖŻ¼Ė─▀M║¾Ż¼▓╗Ą½┐sČ╠┴╦▀MļŖ┬ĘŠĆŻ¼ę▓į÷┤¾┴╦ŃfĮzĄ─Įėė|ķLČ╚Ż¼╩╣▀MļŖ┐╔┐┐Ż¼Ė─▀M║¾Ą─▀MļŖĘĮ╩Į╚ńłD5╦∙╩ŠĪŻ
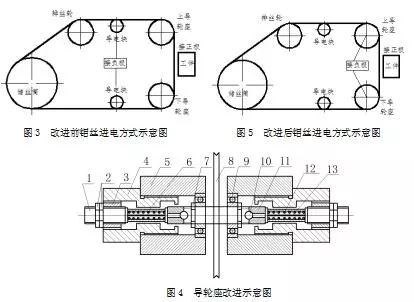
1-Ń~ĮėŠĆų∙Ż╗2-┬▌─ĖŻ╗3-Ń~Č╦╔wŻ╗4-╦▄┴Ž┬▌╠ūŻ╗5-ī¦▌åū∙Ż╗6-ī¦╣▄Ż╗7-┬▌─ĖŻ╗8-ī¦▌åŻ╗9-▌S│ąŻ╗10-ØLųķŻ╗11-ØLųķų¦│ąū∙Ż╗12-ÅŚ╗╔Ż╗13-Ń~╩°Įz
╚²Īó╣ż╦ćģóöĄĄ─▀xō±╝░ėŗ╦Ń
į┌Ė─įņ▀^Ą─DK7732ą═┐ņū▀ĮzŠĆŪąĖŅÖC╔ŽŻ¼╩╣ė├ČÓ┤╬ŪąĖŅ╝╝ągŪąĖŅ╚ńłD6╦∙╩ŠĄ─═╣─Ż╣ż╝■ĪŻŪąĖŅĘų╚²┤╬═Ļ│╔Ż¼ū▀Įz┬ĘŠĆ╚ńłD7╦∙╩ŠĪŻĄ┌ę╗┤╬┤ųŪąĖŅčžų°1Ī·2Ī·3Ī·4Ī·5Ī·6Ī·7┬ĘÅĮŻ¼Ą┌Č■┤╬┤ųŪąĖŅčžų°7Ī·6Ī·5Ī·4Ī·3Ī·2Ī·1┬ĘÅĮ▀MąąŻ¼Ą┌╚²┤╬Š½╬óŪąĖŅčžų°1Ī·2Ī·3Ī·4Ī·5Ī·6Ī·7┬ĘÅĮĪŻ
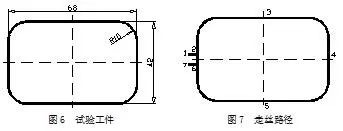
ė╔ė┌═╣─ŻŪąĖŅī┘ė┌ā╚ŪąĖŅŻ¼×ķ┴╦─▄īŹ¼FČÓ┤╬ŪąĖŅŻ¼▒žĒÜ▒Ż┴¶ę╗ąĪČ╬ūŅ║¾ŪąĖŅŻ©ęŖłDųąĄ─2Ī·6Ż®Ż¼ęčŪąĖŅ▓┐Ęų┐╔ė├ÅŖ┤┼ĶF╬³ūĪŻ¼Ę└ų╣═╣─Ż╣ż╝■═∙Ž┬ēŗ┬õŻ¼╚╗║¾į┘░┤═¼śėĄ─ŪąĖŅ╣ż╦ćī”2Ī·6Č╬▀MąąŪąĖŅüĒ▒ŻūC═╣─ŻŠ½Č╚ĪŻ
1.Ą┌ę╗┤╬ŪąĖŅĢr╣ż╦ćģóöĄĄ─▀xō±┼cėŗ╦Ń
Ą┌ę╗┤╬ŪąĖŅĢrĄ─ų„ę¬─┐Ą─╩Ū┐ņ╦┘ĘĆČ©ŪąĖŅŻ¼▒M┐ņĄž╚ź│²╣ż╝■╔ŽĄ─ėÓ┴┐Ż¼▓ó╩╣╣ż╝■╗∙▒ŠĘ¹║ŽłD╝łę¬Ū¾Ż¼Ųõ├}ø_ģóöĄĪóŃfĮzčaāöķgŽČ╝░ū▀Įz╦┘Č╚Ą─▀xė├įŁät╝░ėŗ╦ŃĘĮĘ©╚ńŽ┬Ż║
1Ż®├}ø_ļŖģóöĄŻ║ė╔ė┌╩Ū┤ųŪąĖŅŻ¼æ¬▀x╚Ī▌^┤¾─▄┴┐Ą─├}ø_ģóöĄŻ¼▓ó▓╔ė├├}ø_ļŖ┴„ųéĆį÷┤¾Ą─ĘĮĘ©üĒ▒ŻūCŲõŪąĖŅŲĮĘĆąįęį½@Ą├▌^║├Ą─ŪąĖŅą¦╣¹Ż¼ŪąĖŅļŖ┴„┐žųŲį┌3.2Aū¾ėęĪŻ
2Ż®ŪąĖŅųąŃfĮzčaāöķgŽČĄ─ėŗ╦ŃŻ║
╩ĮųąŻ║×ķŃfĮzčaāöķgŽČŻ©mmŻ®Ż╗×ķĄ┌ę╗┤╬ŪąĖŅĢrĄ─ŲĮŠ∙Ę┼ļŖķgŽČŻ©mmŻ®Ż╗×ķŃfĮzų▒ÅĮŻ©mmŻ®Ż╗×ķŅA┴¶ĮoĄ┌Č■┤╬ŪąĖŅĄ─╝ė╣ż┴┐Ż©mmŻ®Ż╗×ķŠ½ą▐┴┐Ż©mmŻ®ĪŻ
į┌▓╔ė├┤¾├}ø_ļŖ┴„▀MąąŪąĖŅĄ─ŪķørŽ┬Ż¼ŃfĮz┼c╣ż╝■ķgĄ─Ę┼ļŖķgŽČ╝s×ķ0.01mmŻ¼┴¶Ž┬Ą─Š½ą▐┴┐║▄ąĪŻ¼ŪąĖŅėÓ┴┐ų„ę¬╚ĪøQė┌╣ż╝■ŪąĖŅ║¾Ą─▒Ē├µ┤ų▓┌Č╚ĪŻ┤ųŪąĖŅĢr═╣─ŻĄ─▒Ē├µ┤ų▓┌Č╚┐žųŲį┌3.2Ż¼ŅA┴¶ĮoĄ┌Č■┤╬Ą─ŪąĖŅ┴┐ŻĮ0.05mmŻ¼ŃfĮzų▒ÅĮŻĮ0.18mmŻ¼▀@śėŃfĮzĄ─čaāöķgŽČŻĮ0.15mmĪŻ
3Ż®ū▀ŠĆĘĮ╩ĮŻ║└¹ė├ā”Įz═▓ĦäėŃfĮzū„╚½ŃfĮz═∙Å═▀\äėŻ¼ŃfĮzĄ─▀\ąą╦┘Č╚┐žųŲį┌10.2m/sĪŻ
2.Ą┌Č■┤╬ŪąĖŅĢr╣ż╦ćģóöĄĄ─▀xō±┼cėŗ╦Ń
Ą┌Č■┤╬ŪąĖŅĄ─ų„ę¬─┐Ą─╩Ūą▐╣ŌĄ┌ę╗┤╬Ą─ŪąĖŅ▒Ē├µ▓ó┤_▒Ż╣ż╝■Ą─│▀┤ńŠ½Č╚Ż¼ę“┤╦Ż¼ŲõŪąĖŅģóöĄĄ─▀xō±æ¬ėą├„’@▓╗═¼ĪŻ
1Ż®├}ø_ļŖģóöĄŻ║ę¬▀_ĄĮą▐╣ŌĄ──┐Ą─Ż¼▒žĒÜ▓╔ė├▌^ąĪĄ─├}ø_─▄┴┐Ż¼Č°ĮĄĄ═├}ø_─▄┴┐Ą─ų„ę¬ĘĮĘ©╩Ū£pąĪ├}īÆŻ¼Ą½├}īÆ▀xĄ├▀^ąĪŻ¼Ģ■ė░ĒæŪąĖŅ╦┘Č╚Ż¼į┌╝µŅÖ┘|┴┐┼cą¦┬╩Ą─ŪķørŽ┬Ż¼┐žųŲ├}īÆ×ķ12Ż¼ŪąĖŅļŖ┴„×ķ1.2AŻ¼▀@śė┐╔╩╣▒Ē├µ┤ų▓┌Č╚ųĄĪ▄1.6ĪŻ
2Ż®ŪąĖŅųąŃfĮzĄ─čaāöķgŽČŻ║Ą┌Č■┤╬ŪąĖŅĄ─ų„ę¬╚╬äš╩ŪŠ½ą▐ŪąĖŅŻ¼┤╦ĢrĄ─Ę┼ļŖķgŽČ▒╚Ą┌ę╗┤╬Ą─Ė³ąĪŻ¼┐╔┐žųŲį┌0.005mmŻ¼Č°ŅA┴¶ĮoĄ┌╚²┤╬Ą─Š½ŪąĖŅėÓ┴┐Ė³ąĪŻ¼Ę┼ļŖķgŽČ┼cŅA┴¶┴┐ų«║═įOČ©×ķ0.02mmŻ¼▀@śėŃfĮzĄ─čaāöķgŽČŻĮ0.115mmĪŻ
3Ż®ū▀ĮzĘĮ╩ĮŻ║ęįĮĄĄ═Įz╦┘Ą─ĘĮĘ©üĒīŹ¼Fą▐╣ŌŪąĖŅ├µĄ──┐Ą─Ż¼ĮĄĄ═Įz╦┘ļm┐╔£pąĪŃfĮzĄ─ČČäėŻ¼Ą½═∙Å═ŪąĖŅ╚įĢ■į┌╣ż╝■▒Ē├µ┴¶Ž┬ę╗Ą└Ą└Śl╝yŻ¼╣╩æ¬▓╔╚ĪČ╠ąą│╠═∙Å═ŪąĖŅŻ¼▓óīóĮz╦┘┐žųŲį┌4m/sŻ¼▀@śė┐╔╗∙▒ŠŽ¹│²Ą┌ę╗┤╬┴¶Ž┬Ą─ŪąĖŅŚl╝yĪŻ
3.Ą┌╚²┤╬ŪąĖŅĢr╣ż╦ćģóöĄĄ─▀xō±┼cėŗ╦Ń
Ą┌╚²┤╬ŪąĖŅĄ──┐Ą─╩ŪŠ½ą▐Ą┌Č■┤╬ŪąĖŅ┴¶Ž┬Ą─║██EŻ¼┤_▒Ż╣ż╝■▒Ē├µĄ─┤ų▓┌Č╚║═Š½Č╚Ę¹║ŽłD╝łę¬Ū¾Ż¼ī┘ė┌Š½╬óÆü╣ŌŪąĖŅŻ¼Ųõ╣ż╦ćģóöĄę¬Ū¾╚ńŽ┬ĪŻ
1Ż®├}ø_ļŖģóöĄŻ║ę“Ųõ▒Ē├µ┤ų▓┌Č╚ę¬▀_ĄĮ0.4ū¾ėęŻ¼ų╗ėąŠ½╬óŪąĖŅĢr▓┼─▄▀_ĄĮę¬Ū¾Ż¼├}īÆę¬Ė³ąĪ╚Ī4Ż¼╝ė╣żļŖ┴„┐žųŲį┌0.8AĪŻ
2Ż®ŪąĖŅųąŃfĮzĄ─čaāöķgŽČŻ║ę“ī┘ė┌Š½╬óÆü╣ŌŪąĖŅŻ¼▓╔ė├Ą─├}ø_ļŖģóöĄĖ³ąĪŻ¼ī”æ¬Ą─Ę┼ļŖķgŽČę▓ąĪŻ¼╚Ī0.005mmŻ¼▀@śėŃfĮzĄ─čaāöķgŽČŻĮ0.095mmĪŻ
3Ż®ū▀ĮzĘĮ╩ĮŻ║×ķ┴╦▒ŻūC═╣─ŻĄ─ŪąĖŅŠ½Č╚║═▒Ē├µ┤ų▓┌Č╚Ż¼╩╣ė├ŅÉ╦Ų─źŽ„Ą─╣ż╦ćĘĮĘ©īóĮz╦┘┐žųŲį┌1.2m/sŻ¼▓ó▓╔ė├│¼Č╠ąą│╠═∙Å═▀\ĮzüĒŽ¹│²ŪąĖŅ▒Ē├µĄ─Śl╝y╝░┼┼│²ŃfĮz┼c═╣─ŻķgĄ─ļŖ╬g╬’ĪŻ
╦─ĪóĮY╩°šZ
═©▀^ī”═╣─Ż╣ż╝■▓╔ė├ČÓ┤╬ŪąĖŅ╝╝ąg▀MąąŪąĖŅĢr░l¼FŻ¼į┌ī”┐ņū▀ĮzŠĆŪąĖŅÖC▀Mąą▀m«öĖ─įņĄ─Ū░╠ߎ┬Ż¼ī”╣ż╝■īŹ╩®ČÓ┤╬ŪąĖŅ╝╝ągüĒ╠ßĖ▀Ųõ▒Ē├µ┘|┴┐║═ŪąĖŅŠ½Č╚╩Ū┐╔ąąĄ─Ż¼Ą½ę¬░č▀@ĘN╝╝ąg═ŲÅVĄĮīŹļHæ¬ė├ųąŻ¼│²┴╦ī”ÖC┤▓▀MąąĖ─įņ═ŌŻ¼▀Ćę¬┐╝æ]╚ńŃfĮzĄ─ŪąĖŅųąĄ─ōp║─Īó╣żū„ę║Ą─ØŌČ╚╝░żČ╚ĪóčaāöķgŽČĄ╚ī”ŪąĖŅ┘|┴┐║═Š½Č╚Ą─ė░ĒæŻ¼ęį╝░į┌ŪąĖŅųą▓╗öÓĄžī”ėąĻPģóöĄ▀Mąąįć“×║═ą▐š²ĪŻ
ģó┐╝╬─½IŻ║
[1]└Ņ├„▌x.öĄ┐žļŖ╗╗©ŠĆŪąĖŅ╝ė╣ż╣ż╦ć╝░æ¬ė├[M].▒▒Š®Ż║ć°Ę└╣żśI│÷░µ╔ńŻ¼2010.
[2]ÅłŲG.Ė▀╦┘ū▀ĮzļŖ╗╗©ŠĆŪąĖŅŠ½Č╚╝░▒Ē├µ┘|┴┐Ą─蹊┐[D].─ŽŠ®Ż║─ŽŠ®║Į┐š║Į╠ņ┤¾īWŻ¼2010.
[3]═§▒¾ą▐.╗∙ė┌DK7740PļŖ╗╗©ŠĆŪąĖŅÖC┤▓ČÓ┤╬ŪąĖŅ蹊┐[J].ÖCąĄįOėŗ┼cųŲįņŻ¼2010Ż©01Ż®.
[4]Ė▀ąŃ╠m.£\╬÷ŠĆŪąĖŅųąĄ─┤µį┌Ą─å¢Ņ}╝░ī”▓▀[J].─ŻŠ▀╣żśI,2002,10(3):56ŻŁ56.
[5]ÅłĢįčÓ.Ė▀╦┘ū▀ĮzļŖ╗╗©ŠĆŪąĖŅ╝ė╣żųąöÓĮz¼FŽ¾Ą─Ė─╔Ų┼cŅAĘ└[J].─ŻŠ▀╣żśIŻ¼2005,31(5):53ŻŁ53.
ū„š▀║åĮķŻ║ųxČ¼║═Ż©1964─Ļ-Ż®Ż¼─ąŻ¼║■─Ž│╗ų▌╚╦Ż¼ųvĤŻ¼ų„ę¬Å─╩┬ÖCąĄųŲįņĘĮ├µĄ─Į╠īW╣żū„Ż¼ĄžųĘŻ║║■─ŽųĻų▐╩ą╝tŲņ▒▒┬Ę476╠¢║■─ŽŲ¹▄ć╣ż│╠┬ÜśIīWį║Ż¼Ż©ļŖįÆŻ®13100230272Ż¼